Application of thermal transfer technology in steel drum production
Jiangsu Jurong Sanyuan Co., Ltd. Wang Mingquan
I. Overview
The printing of steamed bread on steel drums has gone through the original manual engraving of templates and manual printing to the screen printing that is now commonly used in China. Screen printing has also evolved from the original manual printing to the current mechanical printing. Screen printing has many advantages, and it can clearly print many fine patterns and text on steel drums. But the biggest problem is that there are problems with printing the registered trademark on the barrel for many customers. Because many registered trademarks are colored patterns, how to print different colors on the steel drum is difficult for screen printing. solved. The thermal transfer technology can solve this problem very well. It can print patterns of different colors and colors with different shades. The original copy is on the steel drum, which is clear, beautiful and beautiful.
Second, the principle of thermal transfer
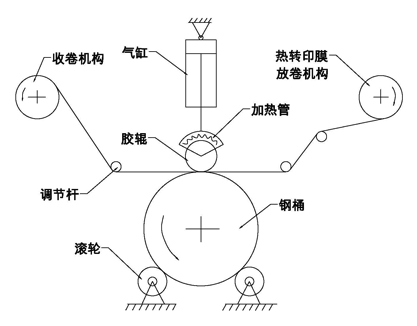
Thermal transfer is to make the hoe to be printed on the thermal transfer film. This work is done by a company specializing in thermal transfer film. When in use, the steel drum is heated by a special heat transfer machine, and then the heat transfer film is heated, and the heat transfer printing film is pressed on the heated steel drum by the embossing rubber roller, and is rotated while being pressed. Thus, the pattern on the thermal transfer film can be clearly printed on the steel drum and separated from the thermal transfer film. The necessary conditions for this process are: the steel drum must have a certain temperature, the thermal transfer film also has a certain temperature, and is completed under a certain pressure.
Third, the thermal transfer process diagram
Fourth, application introduction
Here are some simple introductions to some of the requirements and process parameters:
1. Requirements for steel drums
The steel drum to be printed must be rounded, and the surface paint film or zinc layer must be smooth and flat, clean and free of any debris and dust. The quality of the surface of the steel drum directly affects the effect of thermal transfer.
2, the requirements of thermal transfer film
The patterns and characters on the thermal transfer film must be complete and clear, the color meets the requirements, and the separation process can be separated clearly during the printing process, and the separation cannot be separated, resulting in unclear or missing patterns. The thermal transfer film should not be too thin or too thick. It is too thin to be melted due to heat when printed, and sticks to the barrel together with the printed pattern; if it is too thick, it will increase the temperature, slow down the speed, waste energy, and at the same time The speed of other processes does not match, and the film thickness is generally 0.02 mm.
Third, the process requirements
The thermal transfer process mainly needs to master three major factors: (1) the heating temperature of the steel drum; (2) the transfer speed; and (3) the pressure and temperature of the rubber roller. The following three points are respectively explained:
1, steel drum heating
When printing a steel bucket hoe with a thermal transfer method, the steel drum is first heated. When heating, the surface temperature of the general barrel should be heated to 80-90 ° C, so that when transported from the heating place to the heat transfer machine, the optimum temperature of about 60 ~ 70 ° C can be guaranteed. The heating of the steel drum can be carried out after the baking varnish, the temperature at the drying tunnel, that is, the steel drum is not dried quickly after the drying tunnel, and the printing hoe is directly used, and electric heating can be additionally used, such as galvanized drum or cooled. Paint bucket. A heater can be made by electric heating. It is only necessary to heat the part to be printed, and it is not necessary to heat the entire barrel. Our company's self-made simple heater is as shown in the figure below. The steel drum is placed next to the heater, about 80~100mm away from the resistance wire. It can be printed on the heat transfer machine in about 1 minute.
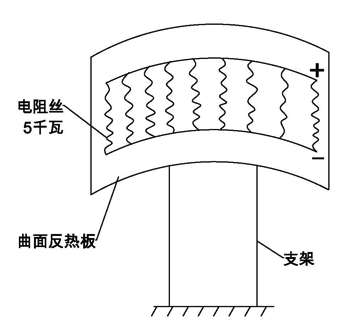
Heater diagram
2, transfer speed
The speed of the thermal transfer printing head is controlled by the rotation speed of the pressure rubber roller, and the linear speed of the rubber roller is generally adjusted to 8 to 9 m/min. The speed is too fast, the transfer is not complete, and some patterns remain on the transfer film. The pattern is missing, and the speed is too slow. It will agree that the transfer film sticks to the barrel and affects the quality. In addition to the appropriate speed of the embossing roller, the unwinding speed and winding speed of the transfer film should be adjusted well (see the process drawing).
3, the pressure and temperature of the rubber roller
When the rubber roller is printed on the barrel, it must have a stable pressure guarantee. Generally, the system pressure can be adjusted to 0.2 MPa. The pressure actually pressed on the barrel is also related to the distance between the rubber roller and the barrel after the cylinder is retracted (see the process diagram). By appropriately adjusting the distance between them, the printing pressure can be adjusted within a certain range. The standard of adjustment is that the printed pattern should be clear and complete without causing deformation of the barrel.
In addition to the pressure requirements, the rubber roller needs to be heated like the steel drum. The heating is heated by the heating tube on the rubber roller of the heat transfer machine. The purpose of heating is to give the heat transfer film when pressed. The thermal transfer film is heated. Generally, the temperature control display temperature on the heat transfer machine can be adjusted to 150-170 ° C. It should be noted that the distance between the probe and the rubber roller of the sensor must be between 20 and 30 mm, too large or too small. Reset the temperature.
4, other
In order to ensure the printing quality of the steamed bread, the length of the steamed bread is preferably controlled within 500mm and the height is controlled within 150mm, so that when printing, from the beginning of printing to the final end, the temperature of the barrel is not much different, the quality Guaranteed.
V. Conclusion
Since June 2010, our company has been carrying out thermal transfer printing gimmicks. This method has not only been recognized by existing customers, but also appreciated by other customers. The above thermal transfer method and related process parameters are obtained through repeated practice in production. For your reference only. Due to the different equipment and production environment, the process parameters may need to be adjusted. I sincerely hope that the professionals in the same industry can discuss with us to make this printing process better utilized in the barrel industry. The development of our barrel industry is glory.
Shijiazhuang Boda Plastic Chemical Co., Ltd. , https://www.ppwovenbag-factory.com