Analysis of the seven-layer crimping process for metal barrels (1)
Wuhan Metal Container Second Factory Wang Lin
In the manufacturing process of the metal barrel, after the metal blank is subjected to blanking, edging, rounding, spot welding, seam welding, edge-trimming, rolling corrugation, and ribs, the final process of metal barrel forming is required. The key process - the crimping process. The crimping process uses several pressure rollers with curved grooves to press and join the qualified barrel, the top of the bucket and the bottom of the bucket to make the metal barrel curl to the designed structure and size. And has a certain strength, impact resistance and good sealing performance, in order to withstand the various conditions of the metal barrel under the severe conditions of heavy pressure, collision, drop and other heavy metal cylinders during the filling, storage, transportation and handling process. The test of performance. Because the barrel leakage is a big problem for the barrel industry because of the poor curling, the advanced crimping form—seven layers†came into being. The “seven layers†here refer to the roll from the metal barrel. In the lateral view of the side cross-sectional view, the horizontal line is drawn at the center of the hook and the bottom of the barrel (top of the barrel), and the thickness of each sheet is counted as one layer, and the thickness of the material from the innermost barrel bottom (barrel top) is The outermost bottom of the bucket (top of the bucket) has a thickness of seven layers (see Figure 1). The following are the shapes of the seven layers of the metal barrel, the characteristics of the seven layers of crimping, and the formation of seven layers of crimping. The process, the influencing factors of the seven-layer crimping, and the method of determining the relevant main dimensions are used to analyze the seven-layer crimping process of the metal barrel one by one.
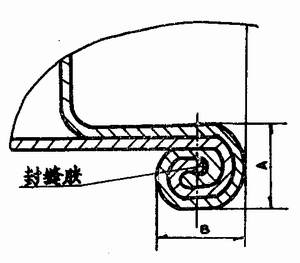
Figure 1 semi-circular seven-layer crimping section view
One or seven layers of various shapes
Figures 2-7 are seven-layer cross-sectional views of various types of metal barrels popular in Europe.
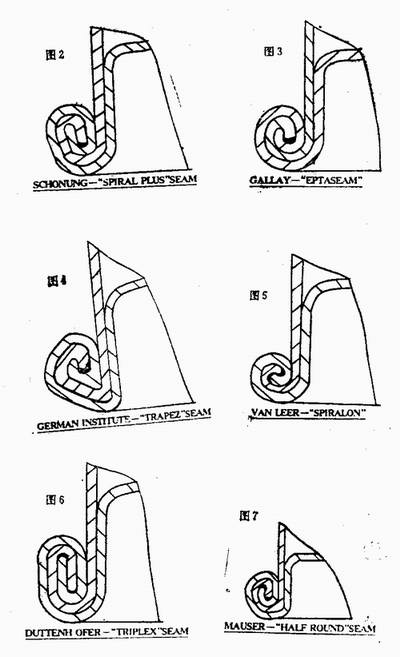
Figure 2-7 Various seven-layer crimping sections of Europe
Figure 2 is the seven-layer "spiral curl" of Germany, Figure 3 is the seven-layer "semi-circular curl" of France, Figure 4 is the seven-layer "trapezoidal curl" of Germany, and Figure 5 is the seven of the British company The layer "spiral curl", Figure 6 is the "triple crimp" of Germany, and Figure 7 is the seven-layer "semicircular curl" of the German Spears Company. In China, the seven-layer crimping shape of the metal barrel is mostly a seven-layer "semi-circular curling" of the shape of Figure 1 similar to the shape of Figure 7.
The diversification of the seven-layer crimping shape is due to the different production conditions and production levels of the various barrel manufacturers, and also to avoid the suspicion of infringement of the patent rights of other factories, and to make the curve groove of the final forming roller. Made up of different shapes.
Second and seventh layer curling features
The seven-layer roll metal barrel has the following characteristics compared to the five-layer metal side:
1. Good sealing and high impact strength
Metal closed barrels are generally used to store and transport liquids, so the most basic and important requirement for metal drums is good sealing, no leakage, and no leakage. The seven-layered metal barrel has two layers of curling than the five-layered metal barrel, which increases the overlap between the barrel and the bottom of the barrel (the top of the barrel), that is, the metal barrel is increased. Another line of defense against leakage and leakage prevents the sealing performance of the metal barrel. In addition, the "International Maritime Dangerous Regulations" is used for the drop test of the 200-liter closed-mouth steel drum Class I packaging. At the moment of landing, the metal barrel partial crimping is subjected to a large anti-impact force, causing destructive deformation. From the deformation diagram of the seven-layer crimped metal barrel at the moment of landing (see Figure 8), it can be seen that the seven-layered metal barrel has the performance of five-layered metal barrel after falling, and the five-layered metal Once the bucket has been dropped, only three layers of curling are left and the curling edge is easy to split. Figure 9 shows the damage of two different types of crimps under water pressure of 500 kPa, which can also reflect the above rules. Therefore, the seven-layered metal barrel has better sealing performance and higher impact strength.
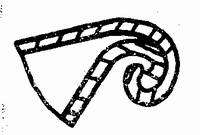
Figure 8 is a cross-sectional view of the fall
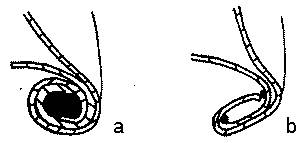
Figure 9 Damage of two different forms of crimping at 500 kPa water pressure
a. seven-layer spiral curling; b. five-layer flat crimping
2. The requirements for the barrel body, the top of the barrel, and the semi-finished product at the bottom of the barrel are higher, and generally require three press rolls to form.
A large number of barrel practice and theoretical derivation show that the metal barrel should be made into a stable seven-layer crimping form, and the metal barrel and the bottom of the barrel must be strictly controlled. The joint edge and combined size of the barrel top semi-finished product and the groove of the press roll The shape of the curve (especially the curved shape of the second and third pressure rollers). Among them, the determination of the combined size of the joint edge of the metal barrel semi-finished product lays the foundation for the completion of the crimping and the number of layers to be wound. The curved shape of the groove of the pressure roller is the guarantee that the crimping can smoothly reach the designed bead shape and size. Because for the semi-finished product of the barrel, the difference between the edge size and the edge angle (should be greater than 90°) will directly affect the quality of the process of the crimping, resulting in the seam not being able to bite, and the number of crimping layers is less than seven layers. The problem is that the curling edge is too loose or the "iron tongue" appears at the curling edge. For the semi-finished product of the top of the bucket and the bottom of the bucket, the flange of the flange is small, the flange cannot reach the required seven layers, or the void is formed at the center of the crimping layer (the general void should be smaller than 1 mm), the sealant does not completely seal the gap, causing leakage. If the flange flange is too large, it will not be able to roll the excess flange when the seam is rolled, resulting in a "iron tongue" at the seam or a pre-roll when pre-rolled. The circle does not form an open semicircle, but becomes a closed circle. When the bottom of the bucket or the top of the bucket is curled, the barrel will be self-rolling, so that the curling edge does not fit well, or the center gap of the rolled layer is completely blocked, and the sealing glue loses the existing space and is Extrusion curling does not form a seal. The metal bucket without sealant as the auxiliary seal has greatly reduced the anti-collision and anti-drop performance. Leakage occurs when the curling edge is collided and dropped, and the five-layered metal bucket has a relatively low requirement for the barrel body, the top of the barrel, and the semi-finished product at the bottom of the barrel.
For metal drums with a material thickness of more than 0.8 mm, the combined edge size of the metal barrel semi-finished product in the form of a seven-layer crimp is larger than the corresponding size of the five-layer crimped metal drum, that is, the seven-layer crimping pressure The feed distance of the roller becomes larger, and the barrel body and the bottom of the barrel and the material of the top of the barrel need to undergo more bending deformation during the forming of the bead. Therefore, the metal barrel in the form of a seven-layer crimping generally needs to be processed three times by three pressing rolls. The way to complete the crimping. The first pressure roller is to pre-roll the bottom of the bucket and the top of the bucket into a semicircle (the diameter of the semicircle needs to be larger than the thickness of the material of the barrel), and then obtain the five layers of crimping by the processing of the second pressure roller, and finally rely on the third lane. Rolling of the press rolls yields the structure and dimensions of the designed seven-layer crimp. For a five-layer crimped metal bucket, only a second press roll can be used for forming.
Jumbo Bag,Big Bag,Cement Jumbo Bag,Pp Super Sack
Shijiazhuang Boda Plastic Chemical Co., Ltd. , http://www.ppwovenbag-factory.com