Discussion on improving the quality of steel drum seal
Hainan Agricultural Reclamation Haikou Agricultural Tools Factory Ding Jinyi
The sealing quality of steel drums has been a long-standing problem in China's barrel industry. The damage caused by the leakage of steel drums is amazing. Foreign trade exports are more strongly reflected. In recent years, the quality of steel drum seals in China has been significantly improved. The leakage rate of 200 litre steel drums for export of dangerous goods has decreased from 3-5% to 0.15%. In 1988, at the National Maritime Export Dangerous Goods Appraisal Summary Awards Conference, the quality of the 200-liter closed steel drum seal has reached international standards. It marks a gratifying step in the quality of China's steel drum seals. However, this is only a good start. As far as the country's more than 300 barrel factories are concerned, the manufacturers who have mastered the steel barrel sealing quality technology are still a minority, and some factories cannot produce them on a large scale. It is a long-term and arduous task for most of our barrel factories to reach international standards. As Premier Li Peng said at the Third National Congress of China Packaging Technology Association, "Our industry has developed greatly, but it is still in the initial stage of development, and it is still a very backward and very weak link. The situation of backward packaging is not Fundamental change."
Improving the quality of steel drum sealing and reducing leakage loss have great practical significance for improving the economic and social benefits of enterprises. The author hopes to further improve the quality of steel drum sealing in China through discussion.
The author believes that the quality of steel drum seals should be improved through the following ways.
First, vigorously promote the internationally advanced triple round crimping technology, and gradually eliminate the double rectangular crimping process of large barrels.
Due to the strong anti-leakage capability of the triple round crimping, the use of triple round crimping technology is one of the most effective ways to improve the quality of steel drum sealing.
The crimping forms adopted in China include double rectangular crimping, double round crimping, triple round crimping, and triple triangle crimping. Among them, triple round and triple triangle crimping have the best quality. At present, only a part of the barrel factory in China adopts triple crimping, and most enterprises still use the double five-layer rectangular crimping process. The main reasons are: 1 Some barrel mills believe that the use of double rectangular crimping for the inner barrel also meets the requirements for use. 2 Some manufacturers believe that the triple hemming process is complicated and increases the processing cost. 3 More barrel factories believe that the triple hemming technology belongs to the international advanced technology of the 1970s, and it is very mysterious and unattainable. The author believes that whether it is the domestic sales barrel or the export barrel, the production process should adopt the triple crimping process, which is unattainable. The author believes that whether it is domestic or external barrels, the production process should adopt a triple crimping process, especially a large-volume barrel such as a 200-liter closed steel drum. The main reason is that the use of this advanced technology does not increase the material used in the process, but only increases the pre-rolling process. At present, many domestic manufacturers have developed a process of directly producing triple-rolled barrels without pre-rolling. The process is the same as the original two-layer five-layer crimping process, and the scope of use of steel drums has been expanded. China's barrel industry has mastered the technology of triple crimping technology, and most of them have been successfully developed by themselves, so there is no high The problem of climbing. Manufacturers with weak technical strength can solve the triple round crimping process problem by conducting horizontal contact and technical exchange.
Second, the use of new fillers and reasonable sizing technology
The steel drum sealing packing is an indispensable filler to prevent the steel barrel from leaking. The barrel-making enterprises in foreign countries with advanced industries and advanced equipment not only use sealed packing, but also have higher requirements. At present, there are many kinds of sealing packings in foreign countries, and they are serialized. Some countries also include fillers as patents. Therefore, the use of high-quality fillers is also a good way to improve the quality of steel drum seals. At present, the new domestic fillers are styrene-butadiene latex, natural latex, polyvinyl acetate latex, polybutylene ethanol, modified polyester resin and other fillers. When I visited the brother factory, I found that some barrel factories still use brown sugar bone filler. This filler has the disadvantage of high temperature melting and low temperature embrittlement. The possibility of brittle cracking when subjected to impact is large, causing leakage of the steel drum.
In addition to having a good filler, the sizing method of the filler is also very important. At present, many manufacturers in China still use manual brushing on the lid. The amount of brushing is very uneven. The steel drum leaks because the filler cannot fill the gap of the seal. It is desirable to inject the filler into the seal with air pressure. Preferably, the barrel is sizing in the pre-rolling rotation. At this time, the rotation speed is moderate, so that the filler is accumulated under the centrifugal force to accumulate on the edge of the lid, and the filler is not thrown out. For steel drums with high sealing requirements, it is recommended to apply two spraying processes: the first time to spray glue on the bottom cover of the barrel. The second time is to spray the glue when it is wound, it can make up for the lack of the first glue, and guarantee the absolute seal. Practice has proved that this is an effective method.
Third, improve the quality of steel barrel curling
To overcome the triple hemming technology, the existing hemming quality must be improved to ensure the quality of the steel drum seal to reduce leakage loss.
To improve the quality of steel drum curling, I believe that the following should be done:
1. Replace the worn roll seal wheel frequently or periodically.
Because the arc of the sealing wheel is directly related to the quality of the curling edge, it should be replaced in time when the sealing wheel is worn to a certain extent. Otherwise, the curling is not tight or the head is not hooked, resulting in a gap, which affects the quality of the curling. The new roll seal wheel must be processed strictly according to the drawings or samples, otherwise the curling effect will be affected and the leakage resistance will be reduced.
2. Do a good job of adjusting the sealing wheel and the sealing disk.
To ensure the quality of the steel barrel curling, not only must there be a reasonable winding wheel arc shape, but also adjust the position of the sealing wheel and the distance between the two sealing discs (refer to the horizontal sealing machine) to ensure the quality of the curling. .
Front and rear adjustment of the sealing wheel: The adjustment of the winding sealing wheel is advantageous for the formation and winding of the curling. When the roll-up wheel is adjusted too late, the curling edge is not hooked. Up and down adjustment of the sealing wheel: too high affects the quality of the curling edge, too low will encounter the shrinking disk. The two-way sealing wheel is adjusted: the adjustment is too high, and the curling is not tight, causing the thick edge of the curl to produce a vertical gap as shown in Figure 1. The adjustment is too low, the curling edge is pressed too tightly, and it is easy to cause the over-width of the curling to produce two upper and lower slits, as shown in Figure 2.

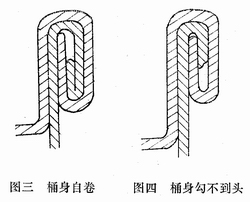
The adjustment of the distance between the two sealing discs of the horizontal sealing machine also has a great influence on the quality of the sealing. When the distance is less than the specified value, the barrel will be too short, and the barrel is easy to self-wind as shown in Figure 3. When the distance between the reel and the sealing disc is greater than the specified value, the barrel body is too high, and the barrel is not hooked to the head, which affects the hooking rate as shown in FIG.
3. Ensure the size of the lid and the size of the barrel.
When the composite mold is not used for the blanking type of the barrel cover, the size error of the side of the barrel cover is large, and the unevenness of the side width is prone to occur. The wide barrel is self-rolling, as shown in Figure 5, and the narrow one forms the lid of the bucket, as shown in Figure 6.
The unevenness of the width of the barrel also affects the quality of the curl. The wide one causes the barrel to self-wind, as shown in Figure 3. The narrow one is easy to hook up, as shown in Figure 5.

4. Adjust the cylinder pressure on the crimping machine.
In order to ensure the quality of the hemming, it is necessary to maintain a proper cylinder pressure. The pressure is too high to make the barrel self-winding, as shown in Figure 3. If the pressure is too small, the barrel will not be hooked, causing leakage, as shown in Figure 4.
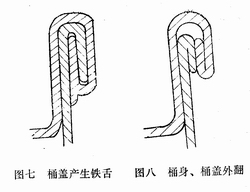
5. Ensure that the barrel is clean around the edge of the barrel, no foreign matter, welding slag, etc. When hand-painting the paint inside the barrel placed upright, if the other side is painted upside down, the paint at the flange will be stained with foreign matter such as muddy sand, dry paint, etc., so that the barrel cannot be entangled in the form of the seal. Turn over and produce the iron tongue as shown in Figure 7. It is welded by domestic seam welding machine. Because it is wider, it needs to be thinned with a grinding wheel to seal it.
6. Prevent the barrel from flanging and the bottom cover from bumping or missing corners.
If the barrel flanging and the bottom cover are bumped, the wooden hoe is not flattened before the sealing. When the sealing is performed, the barrel and the lid are easily turned out, causing leakage, as shown in Figure 8. If the barrel body is not angled during stamping, the barrel cover may be partially hooked when the package is unsealed, thereby affecting the quality of the curling.
The above authors listed some opinions on improving the quality of the curling. If there is something wrong, I hope to correct it.
Our Pet Grooming Tables are guaranteed to have a sturdy platform, and allows for an easy and smooth adjustments to the height of the platform. This makes grooming more comfortable for pets, and allows for better access and ease of use for the vets.
Pet Grooming Tables
Grooming Table,Dog Grooming Table,Cat Grooming Table,Universal Dog Grooming Table
Kimya Beauty Salon Manufacturer , http://www.jmkimya.com