Development of N-3 steel barrel sealant (2)
Xiao Fengqi, Institute of Latex Industry, Ministry of Chemical Industry
4. Filler feeding mode selection test
The sealant does not require high physical and mechanical properties, and can be added to the inorganic filler commonly used in the latex industry to reduce the cost. 6 According to the traditional compounding method of the latex industry, the filler and various compounding agents are formulated into a solution or dispersion, and then It is added to the latex, but the concentration of various dispersions and solutions is hard to exceed 50%. Centrifugal concentrated natural latex concentration is also about 60%. Therefore, the cooperation between them is unlikely to achieve the required total solids content exceeding 65%. It is not advisable to use a concentrated gel to increase the concentration of the sealant, because thickening the latex again requires not only a large amount of energy but also a great influence on the performance of the entire system. A solution that can be considered is to add the filler in the form of a dry powder. This will inevitably affect the stability of the latex. The presence of free high-valent ions also produces partial gelation. There are two ways to stabilize the system: First, the filler is pretreated, which is complicated in process, high in energy consumption, and difficult to achieve. Another simple method is to stabilize the latex in advance. A stable compounding compound is obtained by previously adding a stabilizer such as an anti-coagulant to the latex, and then adding a filler powder. The performance of the sealant obtained by the conventional compounding method is compared. The results are shown in Table 5.
It can be seen from Table 5 that the quality of the sealant prepared by the two processes differs little. Although the addition of filler in the form of a dry powder requires placement, which appears to reduce efficiency, it takes more time to prepare the filler dispersion. In terms of efficiency, the filler of N-3 type sealant is added in the form of a dry powder, which is also economically feasible.
Table 5 Comparison test of different feeding methods of filler
5. Filler dosage test
The addition of the filler can not only increase the total solids content of the sealant, but also reduce the cost. Because, in the range of performance permits, the amount of filler is as large as possible. A variable test was carried out on the amount of the filler, and the results are shown in Table 6.
Starting from Formulation ## in the tests listed in Table 6, the formulated sealant has a high viscosity and is inconvenient to produce and use. At the same time, due to the stratification, it will inevitably affect the quality of the steel drum seal and cause leakage. When the total solid content is required to be 65% or more, 60 to 120 parts of the filler is preferably used.
Table 6 Filler Variable Test
6. Thickener selection and dosage test
The viscosity of the sealant should be compatible with the steel barrel process requirements. The viscosity is too low, the construction is easy to fly or sag, not only waste, but also the quality of the steel drum, the viscosity is too high, the leveling is poor, there may be filling gaps or uneven distribution in the gap to reduce the sealing performance, causing leakage of the steel drum . The viscosity is mainly adjusted by adding a thickener. The thickener (1) and the thickener (2) were selected for the variable test, and the results are shown in Fig. 1.
Different manufacturers have different glue coating processes and different requirements for sealant viscosity. When the viscosity is required to be low, both the thickener (1) and the thickener (2) can be used, and the peptizing properties are also substantially the same. However, when it is necessary to select a high viscosity, it is preferred to select a thickener (1).
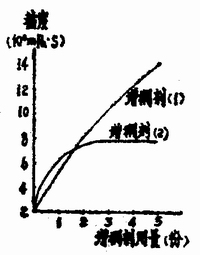
Thickener dosage - viscosity chart
7. Solvent resistance test of sealant
Natural rubber is non-polar. According to the principle of similar compatibility, N-3 type sealant is not easily soluble in polar solution. Swelling or dissolution may occur in a non-polar solvent, and the higher the degree of crosslinking of the rubber, the smaller the tendency. The immersion test was carried out on several types of solvents which are commonly used, and the results are shown in Table 7.
N-3 type sealant is suitable for most solvents such as hydrocarbons, alcohols, aldehydes, ketones, organic acids, organic bases and esters.
Table 7 solvent immersion test of sealant
*** - large swelling; ** - swelling; * - small swelling; × - no swelling; ○ - not dissolved.
8. N-3 type sealing sealant heat test
Steel drums sometimes contain hot products when they are used. Therefore, heat resistance tests are required for N-3 type sealant. The results are shown in Table 8.
The above test was carried out in the air, and the air resistance can be further increased by 60 °C. Therefore, it is feasible to hold the hot fluid for a short time.
Table 8 N-3 type sealing sealant heat test
9. Toxicity analysis of N-3 sealing sealant
The various raw materials used in the sealant are considered to be non-toxic. The N-3 sealant is sent to the drug inspection department for inspection. The results are shown in Table 9.
Table 9 N-3 type sealing sealant heat test
10. Drying of N-3 sealant.
Sealant drying is generally carried out under natural conditions. The drying time is affected by factors such as temperature, humidity, thickness of application and total solids content of the sealant. Because N-3 sealing sealant has high total solid content, it is far superior to N-1, N-2 and Egret 8710 in the comparison test of N-3 sealant. Because the temperature and humidity of different regions in China vary greatly, the same region is also very different due to seasonal changes. Therefore, the natural dry explosion time of N-3 sealant varies from ten minutes to several hours. Explore the best productivity of the sword.
Third, the conclusion
After two years of development, the N-3 sealant was approved by the Ministry of Chemical Industry in September 1992. The steel barrel industry and latex industry experts attending the meeting agreed that:
1. N-3 sealing sealant has superior formula and advanced technology. Compared with other sealants, it has good sealing performance, no pollution, no toxicity, wide application range and leading domestic performance. It meets the requirements of “International Maritime Dangerous Regulations†Class I packaging. Sealant requirements.
2. The N-3 sealant was tested by mechanical spraying or manual brushing in the barrel factory. The results show that the sealant has high total solid content, high viscosity, good adjustability and excellent applicability. The application process does not flow, does not fly, does not smash out, the barrel surface is clean, the film is uniform, and the drying speed is fast. Its physical and mechanical Canon, solvent resistance, and sealing properties can meet user requirements.
Ice Hockey Puck,Mini Hockey Pucks,Round Ice Chilly Puck,Cooling Gel Ice Hockey Puck
Changzhou Jisi Cold Chain Technology Com,Ltd , http://www.cooler-boxs.com